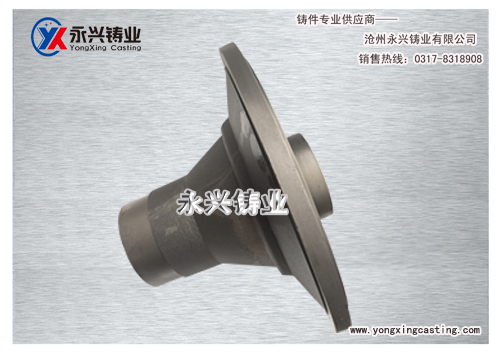
铸造主要有砂型铸造和特种铸造2大类。
普通砂型铸造,利用砂作为铸模材料,又称砂铸,翻砂,包括湿砂型、干砂型和化学硬化砂型3类,但并非所有砂均可用以铸造。好处是成本较低,因为铸模所使用的沙可重复使用;缺点是铸模制作耗时,铸模本身不能被重复使用,须破坏后才能取得成品。
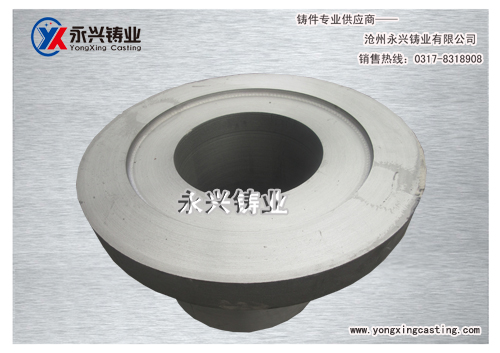
1.砂型(芯)铸造方法:湿型砂型、树脂自硬砂型、水玻璃砂型、干型和表干型、实型铸造、负压造型。
2.砂芯制造方法:是根据砂芯尺寸、形状、生产批量及具体生产条件进行选择的。在生产中,从总体上可分为手工制芯和机器制芯。
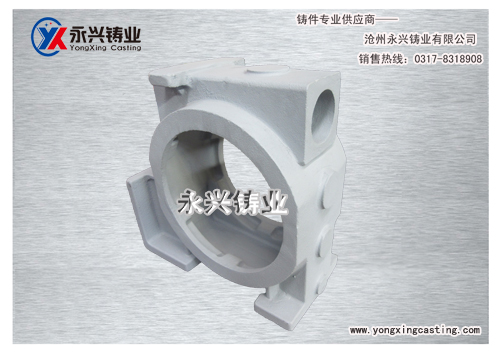
特种铸造,按造型材料又可分为以矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
脱蜡铸造法
这方法可以为外膜铸造法和固体铸造法。
先以蜡复制所需要铸造的物件,然后浸入含陶瓷(或硅溶胶)的池中并待乾,使以蜡制的复制品覆上一层陶瓷外膜,一直重复步骤直到外膜足以支持铸造过程(约1/4寸到1/8寸),然后熔解模中的蜡,并抽离铸模。其后铸模需要多次加以高温,增强硬度后方可用以铸造。
此方法具有良好的准确性,可用作高熔点金属(如钛)的铸造。但由于陶瓷价格颇高,而且制作需要多次加热和复杂,故成本颇为昂贵。
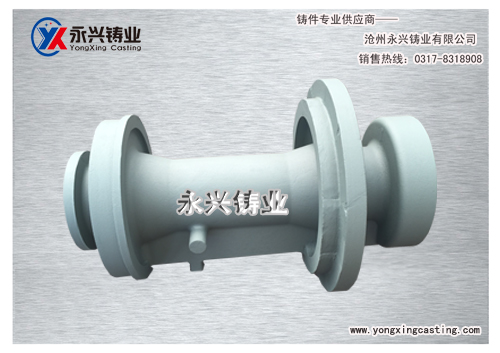
金属模铸造法
利用熔点较原料高的金属制作铸模。其中细分为重力铸造法、低压铸造法和高压铸造法。
受制于铸模的熔点,可被铸造的金属也有所限制。
 邮箱:czyongxing@vip.163.com 地址:河北省泊头市开发区3号路
邮箱:czyongxing@vip.163.com 地址:河北省泊头市开发区3号路