采用树脂砂型铸造床身铸件的优点:
1、树脂砂型刚度好,浇注初期砂型,这就有条件利用铸铁凝固过程的石墨化膨胀,地缩孔缩松缺陷,实现灰铸铁球墨铸铁件的少冒口无冒口铸造。
2、实型铸造生产中采用聚苯乙烯泡塑模样,应用呋喃树脂自硬砂造型.当金属液浇入铸型时,泡沫塑料模样在高温金属液作用下气化,燃烧而消失,金属液取代了原来泡沫塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
床身铸件铸造方法选择的原则:床身铸件优先采用砂型铸造,主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。铸造方法应和生产批量相适应,低压铸造、压铸、离心铸造等铸造方法,因设和模具的价格昂贵,所以只适合批量生产,床身铸件可以单件铸造也可批量生产。
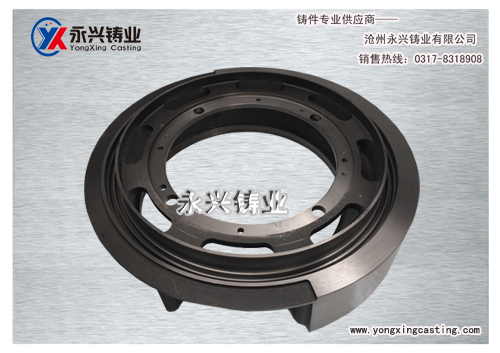
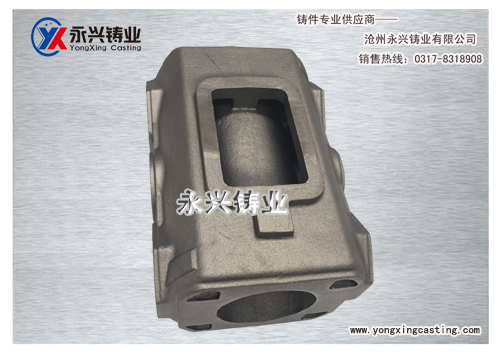
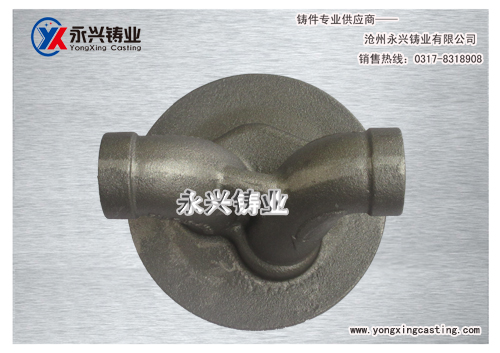
床身铸件的铸造方法一般采用消失模铸造工艺,树脂砂铸造,实型铸造,高牌号铸造等,例如大型床身铸件的床身,立柱,横梁,滑台等都是用这几种铸造工艺。
床身铸件的铸造方法
床身铸件的铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。而砂型铸造又可以分为粘土砂型、粘结剂砂型、树脂自硬砂型、消失模等等。
 邮箱:czyongxing@vip.163.com 地址:河北省泊头市开发区3号路
邮箱:czyongxing@vip.163.com 地址:河北省泊头市开发区3号路